
Сварка ПНД труб: нюансы технологии и необходимое оборудование
Транспортировка и распределение газа — важнейшие процессы, для обеспечения которых используются значительные ресурсы. Чтобы снизить до минимума риск возникновения аварий, используются высококачественные трубопроводы и сварное оборудование. Такие аппараты позволяют формировать соединения с узкими допусками, способными выдерживать большие нагрузки и сохранять герметичность без появления трещин.
К подобным соединениям предъявляются повышенные требования. Кроме герметичности они должны:
- справляться с рабочим и номинальным давлением — оно изменяется в любой системе, поэтому крайне важно иметь запас прочности;
- выдерживать воздействие химических элементов, содержащихся во всех газах.
Рассмотрим подробней процесс сваривания труб из полиэтилена, широко применяемых для подачи газа. Также расскажем про используемое оборудование и актуальные технологии из этой области.
Какие ПНД-трубы применяются при обустройстве газопроводов?
Существуют стандарт ГОСТ 50838–2009, допускающий использование на газопроводах определенные трубы из полиэтилена. При их изготовлении применяется особый состав, а их отличительной чертой является продольная линия желтого цвета.
КСТАТИ: Основой для национального стандарта стал международный ISO 4437:2007. Его действие распространяется не только на трубы, но также на используемые при монтаже фитинги.
Полиэтиленовые трубы для газопроводов имеют следующие характеристики:
- наружный диаметр — 16-630 мм;
- толщина стенок — 2.5-24 мм (возможны небольшие допуски);
- по индексу SDR допускается использование номеров от 17 до 25 (орт 8 атм до 5 атм).

ВАЖНО: Рабочее давление в системе газопровода составляет 1.2 атм, номинальное — 1.8 атм. Запас по SDR делается для кратного повышения надежности!
Сырьем для полиэтиленовых композиций являются ПЭ80 и ПЭ100. Материалы обладают подходящими характеристиками, но в любом случае готовые изделия проходят строгий производственный контроль. Их проверяют на качество соединений, осевое растяжение, сопротивление воздействию давления и газовым компонентам.
Как происходит сваривание газовых труб?
Для сваривания труб на газовых линиях допускается использование двух разных методов:
1. Сварка встык. Чаще всего используется при формировании длинных прямых участков, на которых трубы расположены в траншее. В этой методике разогреваются только торцы, после чего элементы соединяют и выдерживают до отверждения.
Преимущество технологии в том, что для нее не нужны фитинги, которые приводят к значительному удорожанию конструкций. Еще один плюс заключается в возможности извлечения конструкции из траншеи для доработки или ремонта.
Аппараты для стыковой сварки имеют несколько составляющих:
- нагревательный элемент — отвечает за разогрев торцов труб;
- центратор — обеспечивает точность соединения;
- торцеватель — позволяет выровнять стыки перед свариванием;
- панель управления — имеет гидравлический насос, который сводит трубы с разогретыми торцами и удерживает их с определенным давлением.
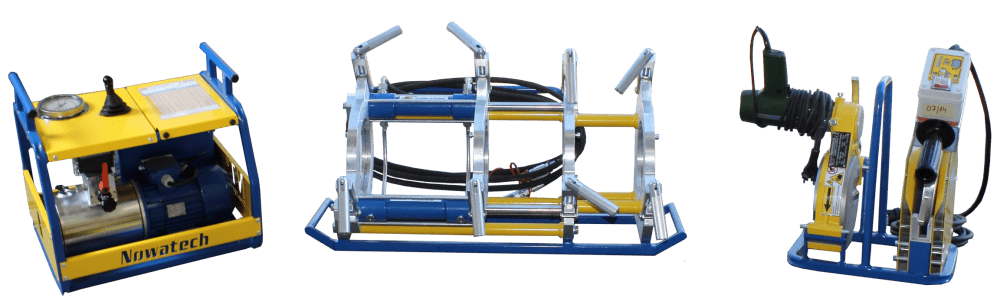
2. Электромуфтовая сварка. Оборудование для этого метода имеет источник тока и два проводника. Последние через клеммы подключаются к муфте, внутри которой расположен нагреватель. Далее происходит нагрев и сваривание.
Предварительно концы размечаются. Это упрощает контроль их вхождения в муфту для создания соединений с максимальной прочностью.
Электромуфтовые аппараты имеют плюсы и минусы. К достоинствам относятся возможности ремонта стыков без создания широкой траншеи и работы в условиях небольшой площади. Недостаток один — дороговизна. Для каждого стыка требуется муфта, что требует дополнительных затрат.

Независимо от выбранной технологии, перед свариванием нужно подготовить трубы. Эта процедура состоит из нескольких этапов:
- выравнивание (торцевание) краев — обеспечивает равномерную стыковку по всему диаметру;
- зачистка поверхности;
- обезжиривание стыков для повышения качества соединений.
Оборудование для сваривания ПНД-труб
Для сварки труб из полиэтилена для газопроводов разработан специальный Свод Правил. В нем четко прописаны все требования к оборудованию для соединения изделий из полиэтилена низкого давления.
В частности, п. 10.4.1 СП 62.13330.2011 содержит требование, согласно которому оборудование для сварки должно сохранять результаты. Из них формируются протоколы работ, которые становятся частью проектной документации.
В п.10.4.5 СП 62.13330.2011 говорится, что профильное оборудование делится на 3 группы. Каждая отражает степень его автоматизации:
- Автоматизированные. Все операции выполняет аппарат, он же рассчитывает параметры: температуру и длительность разогрева, значение давления при сведении, время остывания и т.д.
- Полуавтоматизированные. Основные параметры рассчитывает встроенный в аппарат компьютер. Все остальные манипуляции выполняет оператор, который получает подсказки для исключения брака и получения оптимального результата.
- Ручные. Расчеты и действия выполняет человек.
СП 62.13330.2011 обязывает осуществлять проверку части соединений. Процент зависит от вида используемого оборудования:
- автоматизированное — 20%;
- полуавтоматизированное — 40%;
- ручное — 100%.
ВАЖНО: Стандарт СТО Газпром 2–2.1-411-2010 допускает отсутствие проверок в случае использования аппаратов НАКС.
Где купить оборудование для сваривания труб ПНД?
Компания Пластсвар реализует высококачественное оборудование для сваривания пластиковых труб. Поможем подобрать аппараты для разных видов сварки, а также вспомогательные элементы. К нашим преимуществам относятся:
- отличное знание рынка;
- гарантийное и постгарантийное обслуживание всех устройств;
- простота оформления заказов;
- приемлемые цены;
- действующая система скидок.
Если вам необходима консультация или помощь в оформлении заказа, свяжитесь с нами любым доступным способом.
- Комментарии
 полипропиленовых труб большого диаметра: особенности монтажа")




